Image


Get your copy of the 7th Annual State of Smart Manufacturing and hear from 300+ manufacturers in this new survey report!
Download this white paper to see how a true commitment to lean manufacturing impacts more than just production for:

"Scrap rates are down by more than 60 percent. Downtime and employee turnover have both been reduced drastically. Inventory is down. Setup times have been reduced and the paperwork and order tracking are now easy. We were looking for a two-year payback, but it only took just over a year."
For the past 35 years, manufacturers have adopted lean manufacturing techniques and focused on reducing seven categories of waste: overproduction, waiting, movement, inappropriate processing, excess inventory, unnecessary motion, and defects. The goal was to enable more manufacturing competitiveness, lower inventory levels, reduce floor space, cross-train the workforce, produce less waste, improve quality and more. For some, achieving these goals results in “being lean” but true lean thinking is about continuous improvement, not a one-time goal. It’s about setting a new standard operating procedure, a new normal.
What sometimes happens, however, is lean eff orts focus on immediate gains, but companies don’t identify further lean eff orts that can affect the bottom line. In other cases, companies achieve measurable wins, proclaim themselves “a lean organization,” and the continuous improvement that lean was designed to drive slows. Unfortunately, as pace slows, the root cause of waste goes unidentified and uncorrected for the future.
Consider this: are your lean efforts focused on delivering quick results or on long-term operational control and continuous improvement?
Companies implementing kaizen (continuous improvement) or other lean techniques, outlined in Table 1, often realize the desired and expected improvements, but forget the “continuous” part. Most manufacturers can reduce inventory levels, lessen manufacturing space requirements, and eliminate other wasted processing activities. It’s not uncommon to see manufacturers eliminate more than half of their work-in-process inventory, all but eliminate scrap, and see warehouse space requirements shrink by as much as 40 percent.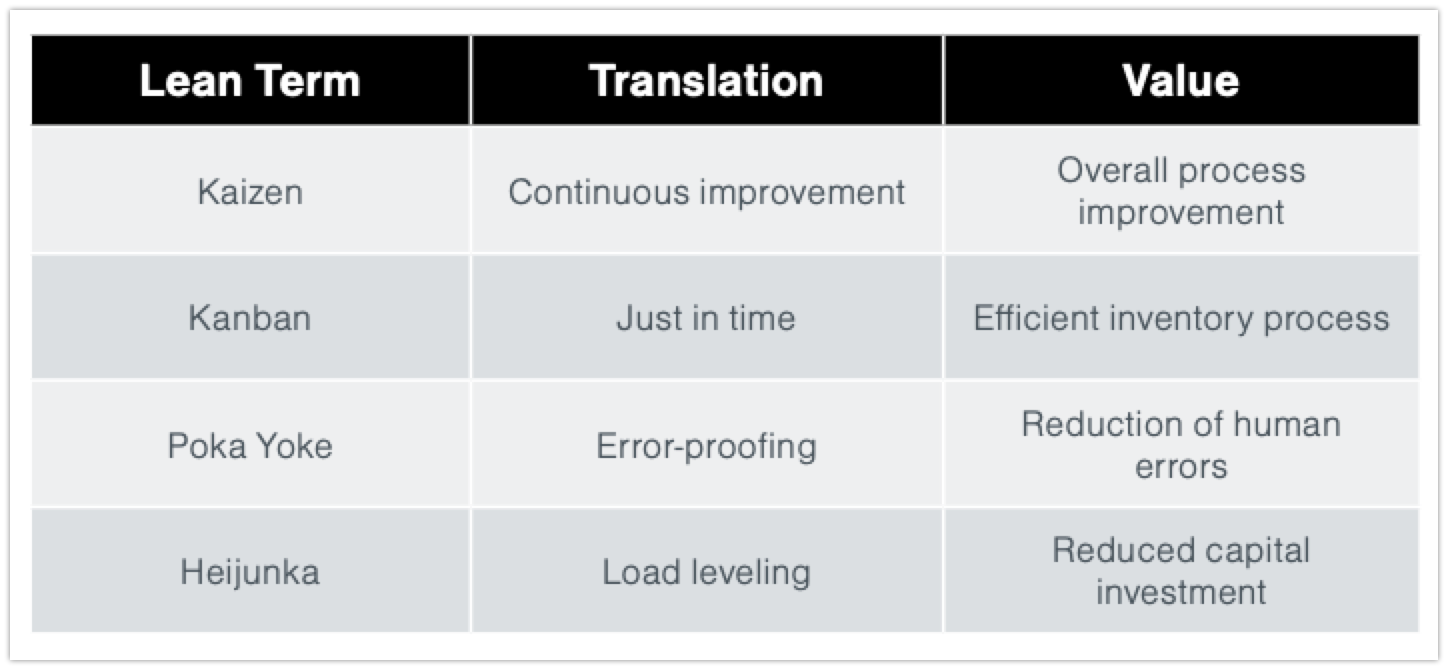
Table 1. Common Japanese lean terminology from the Toyota Production System.
From a production point of view, it may appear as if the company is lean and there is nothing left to do but measure the benefits. But, a true commitment to lean manufacturing can provide measurable impacts throughout the company, not just in production. Manufacturers need to continue to seek even more opportunities for improvement up and down the value chain but this is only the beginning of a lean journey. Lean thinking never stops.
While lean principles yield tremendous results, many systematic elements including back office functions, data capture, and reporting are left out in the improvement process. Many organizations have successfully implemented lean manufacturing techniques only to remain wasteful or inefficient in other areas. The areas sometimes not prioritized in a lean program can create serious challenges to a manufacturer (see Table 2).
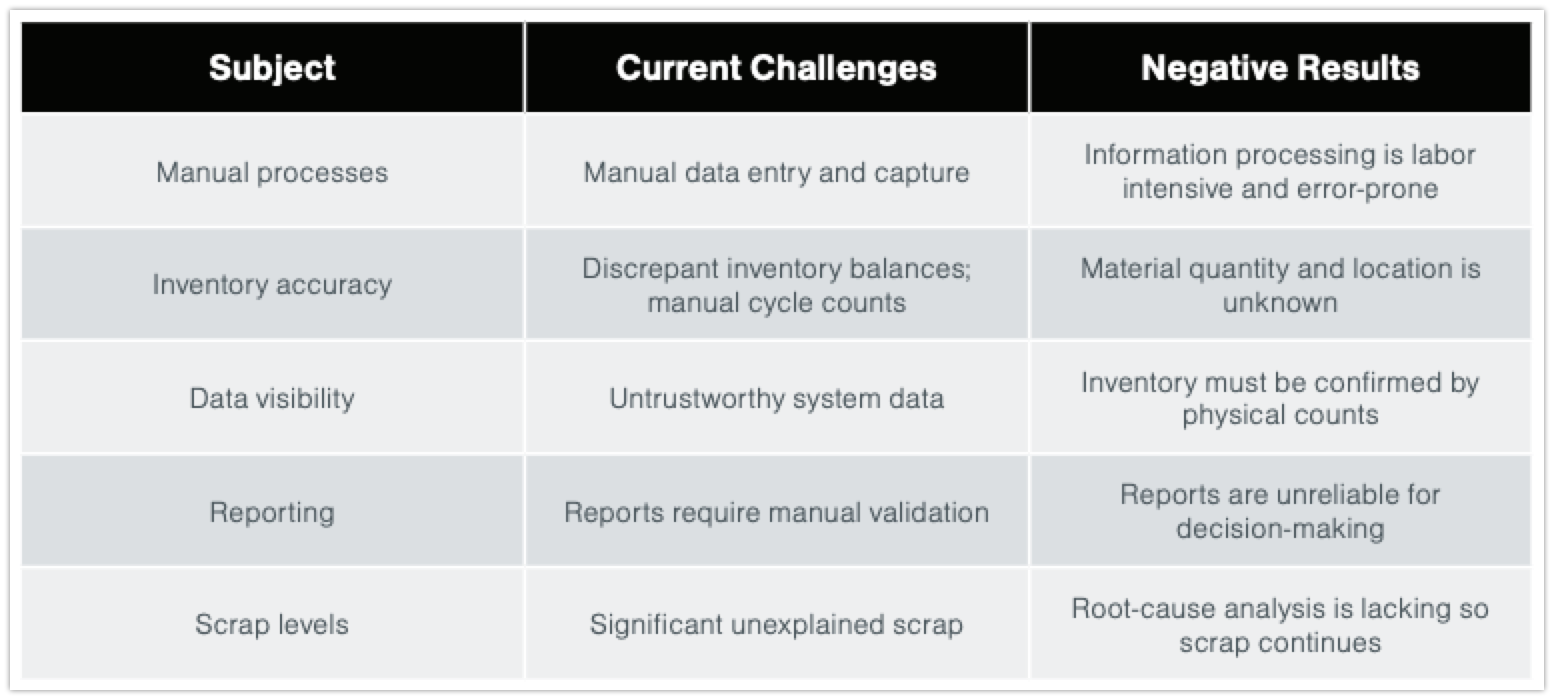
Table 2. Typical challenges companies face on a lean journey.
Even when manufacturers adopt traditional lean tools, they may still struggle with manufacturing control and informational challenges and silos between multiple, disconnected systems, with manual processes and data tracking adding to the problem. Adding point solutions that only focus on discrete activities may just add complexity, leaving the bigger picture on broken or wasteful processes unmeasured or unnoticed. Management may not even be able to identify where the waste lies or how much the company spends to keep producing it. Inaccurate reporting of material movement, manual data entry, excess inventory to compensate for uncertainty, or lack of scrap correction are all symptoms of waste. While a visually lean plant floor may have been the lean goal, without accurate information, full control over the manufacturing process is not possible. Too often, the focus is on the tools instead of the rules.
The challenges resulting from inaccurate, missing or disconnected information are common, even in self-proclaimed lean companies (see Table 3). Too often, inventory management, production data entry, and quality are independent silos of activity. Software systems like enterprise resource planning (ERP), manufacturing execution systems (MES), and quality management systems (QMS) are often applied piecemeal to improve operational silos but they don’t give a holistic view of what’s really happening.
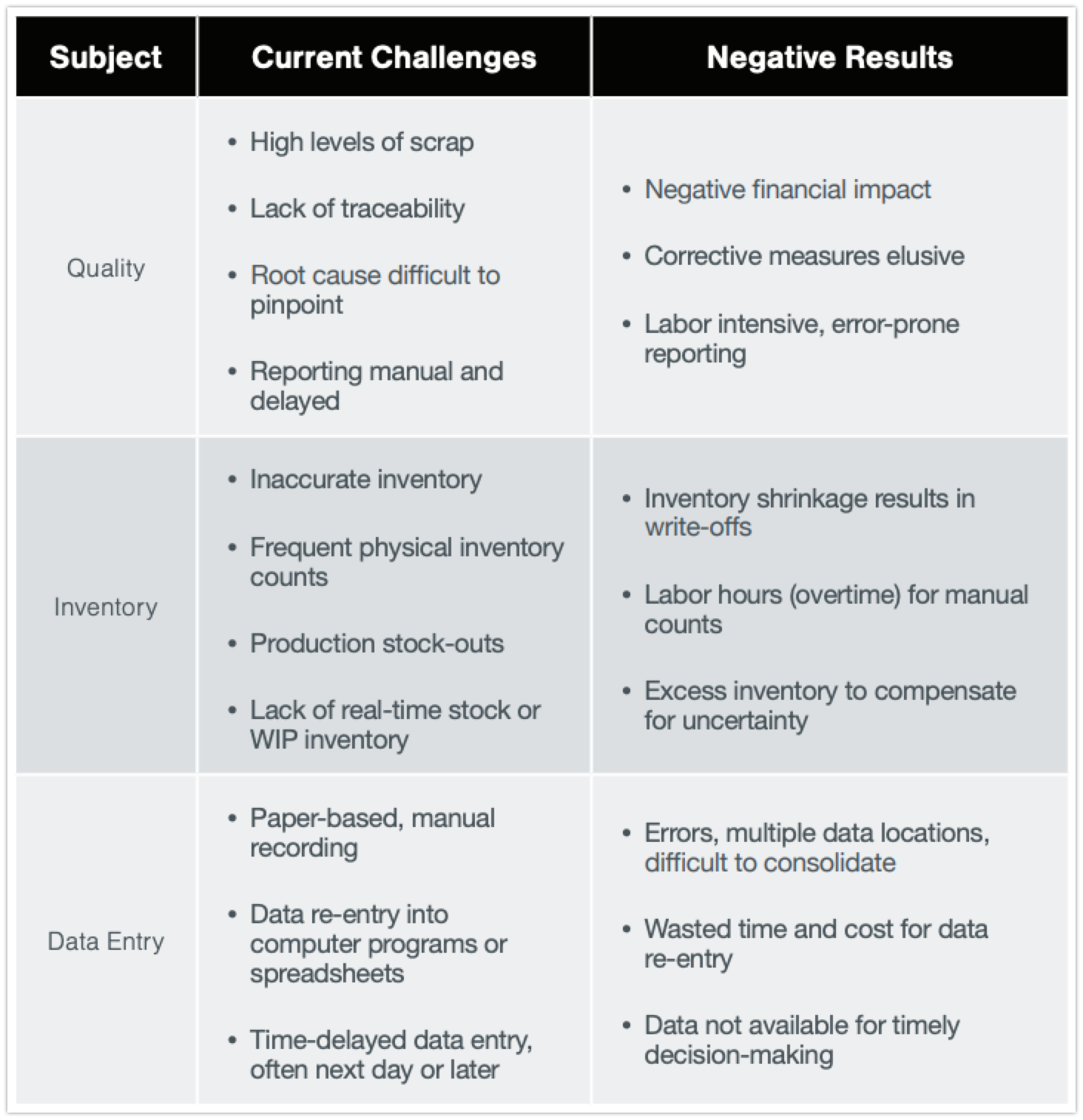
Table 3. Typical manufacturing challenges
A lean approach across operational silos increases transparency from a process flow perspective so everyone can target more areas for improvement. Implementing this approach, however, with disjointed systems and critical information locked in data siloes is difficult if not impossible. A single system that includes integrated ERP, MES, and QMS capabilities captures and tracks activities viewable through dashboards, enabling employees to visualize, monitor, collaborate on, and communicate improvement opportunities.
Once you’ve eliminated the functional silos and achieved a real-time view of production operations, you gain better overall transparency of how efficiently different processes are operating. If you monitor scrap reasons, you can then actively reduce scrap. When you collect and track digitally at the point of activity, you can eliminate redundant data entry steps and gain improvement in inventory accuracy. Even managing individual lean projects is more effective with a single source of data with the necessary tools to perform root cause analysis and measure the before and after effects of any lean activity. The result is better control of the business.
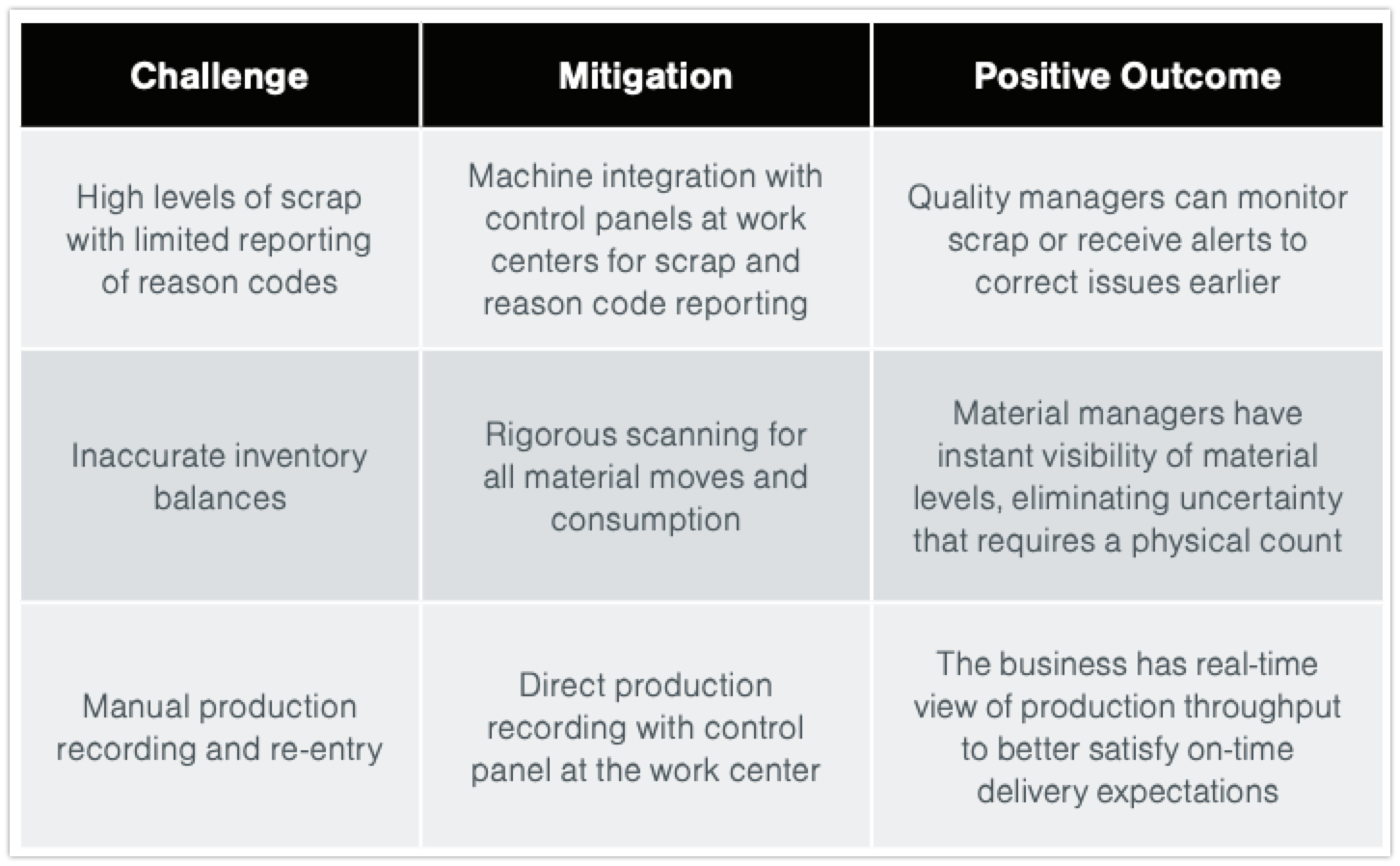
Table 4. Waste mitigation examples with a single source of manufacturing data.
When quality procedures are woven into the “digital thread” of material flow, quality production becomes clearer as does the truth about scrap and other waste such as rework. A single source of real-time operational data that comes from integrated ERP, MES, and QMS is made available to anyone at any time from any device—and shines a light on what is actually happening and waste that often hides in the shadows of otherwise productive operations. Following are before and after examples from companies that considered themselves “lean.”
Operators collect scrap in a bin at their work center. Scrapped pieces are manually counted at the end of shift and the tally of part numbers and quantities are manually recorded on a production card. The card is then manually delivered to data entry and is keyed into the system the next day and possibly merged with other data from that day. Did you notice a lot of “manually” completed processes here? In this scenario, it is impossible for quality managers to understand the root cause of the failure or to fi nd a resolution since the information is too late. The company measures scrap, but has no real way of addressing it and too often accepts it as a cost of doing business.
The system automates scrap recording from digital inspection devices or by the operator who must select a reason code. Information captured for the scrapped units includes the part number and operator as well as the specific lot of material from which it was produced and the machine that produced it for simplified tracking. Statistical process control (SPC) data captures real-time inspection data and provides operators a visual graph, enabling them to intercede if they see a dimension trending out of specification, and alerting supervisors if the issue persists. With built-in standard costing, the business can record the dollar value of scrap and alert management if the issue gets beyond acceptable limits. Information is immediate, trackable, and actionable.
Parts are pulled from stock and transported to work centers with the movement hand-written onto cards or travelers. Production operators manually record parts produced, but scrapped quantities are not recorded (as in the previous example). Production quantities are manually keyed into the system of record at the end of the shift, end of the day, or even the next day. The inventory consumed is decremented from inventory (referred to as back-flushing) based on what should have been consumed for the produced quantity. Any material that was scrapped or re-issued back to stock may or may not get captured, resulting in inaccurate inventory balances.
All material movement and operations are recorded digitally with a barcode scanner so every transaction is captured in the database. Material or parts get scanned when leaving stock (recording the “from”) and entering the work center (recording the “to”). The control panel loads the raw materials automatically and immediately decrements the quantity from stock. Parts are again scanned when produced, scrapped or sent for rework so they are documented as in a work-in-progress (WIP) status for anyone to see. The system therefore has a continuously updated record of when inventory is in raw, WIP, or finished good status as well as their location in the facility— including in-transit—so there is little or no opportunity for inventory to be out of balance. Everything is digitally tracked in real time. The net benefit is the reduction of the extra material (excess inventory) that needs to be maintained to account for uncertainty. That capital—and the floor space that it used to take up—are now resources available for growth.
"Scrap rates are down by more than 60 percent. Downtime and employee turnover have both been reduced drastically. Inventory is down. Setup times have been reduced. and the paperwork and order tracking are now easy. We were looking for a two-year payback, but it only took just over a year."
—Jim Piper, President, Ralco Industries
Production tickets are filled out manually on paper by the operators on the plant floor. Tickets are collected at the end of each shift. Data is then manually keyed in by data entry clerks at the end of the day or next day. Any human error during data entry causes downstream inaccuracies.
After All processes are digitized and recorded automatically in the database at “the manufacturing moment.” For example, parts are counted automatically by the machine at the machine or via automated machine integration. Alternatively, machine operators use barcode scanners and tablets to record production, scrap, and other activities like setup or maintenance that become stored in the database and are accessible to the business immediately.
"Before, when we conducted our physical inventories, we’d typically fi nd about a five percent variation between actual and recorded inventory. Since the launch of Plex, we’ve had miniscule variation— actually just one tub of parts, once, and that was just an item we forgot to enter prior to the launch of the new system."
—Jessica Marco, President, Spring Dynamics, Inc.
Accurate data tracking exposes opportunities for waste elimination resulting in control of your manufacturing processes. But you can’t get this kind of control from disjointed systems or manual data management. Without accurate information, full control over the manufacturing process is not possible.
The Plex Smart Manufacturing Platform has gone beyond the legacy molds cast for ERP, MES, and QMS by combining them into a single, SaaS cloud, enterprise-level solution designed for controlling the manufacturing operations of your company. Combining the transactional nature of material movement with the production control to execute scheduled jobs gives the business a view of how raw materials feed work center operations to expose work-in-process material that was often invisible to traditional ERP systems.
Data is captured in real time and made available to appropriate users, improving the integrity of the data while increasing control of the organization. Along with traditional barcode scanning and plant floor terminals, the system has direct machine integration providing real-time part data (SKU, quantity, quality), real-time machine data (machine efficiency, maintenance requirements, etc.), and real-time operator data (employee certifications, labor efficiency, etc.). These capabilities reduce manual effort, increase data accuracy, and facilitate further lean efforts across the enterprise.
"With the PLC integration, we automatically report production at a highly detailed level, increase equipment uptime, and ensure a consistently high-quality part output. It completely changes the way we do business."
—Steve Spanjers, Vice President of Operations, Marwood Metal Fabrication



