

Announcement

Now Available!
Get your copy of the 7th Annual State of Smart Manufacturing and hear from 300+ manufacturers in this new survey report!
Subscribe to Our Blog
For a monthly digest of expert insights, data points, and tips like the ones in this article.
Starting Down Your Quality Journey: The Importance of Digitized Quality Processes (Part 1 of 3)
Guest Post
November 30, 2021

Quality management is certainly not a new topic for manufacturers; however, the importance of it has never been stronger. This is the first blog of a three-part series focused on quality management and how manufacturers should approach their quality journey. First, it’s important to understand the current manufacturing environment.
The impact of COVID-19 is one that cannot be overstated; many manufacturers continue to struggle with supply chain disruption, evolving government/regulatory requirements, and shifting production capabilities to meet demand for their goods and services. This is on top of the consistent pressures that manufacturers have always felt around cost and productivity. In IDC's recent Future of Operations survey (June 2021), we asked manufacturers to list the top operational challenges they currently face– costs, quality, supply chain management, and talent/labor stand out:
- Production costs – 37.5%
- Quality management – 30.6%
- Supply chain management – 25.1%
- Staffing and talent – 22.9%
- Risk management – 21.7%
- New product introduction – 20.9%
While each one of these challenges are a concern to address, the point I find most interesting is that quality can be directly linked to each challenge. One of the most cited reasons why manufacturers still have issues when it comes to quality management can be traced back to the systems they have in place. The reality is that many manufacturers still rely upon manual or paper-based systems to manage their quality information and processes. Manual systems are far too inefficient and outdated to meet the demands of a modern manufacturer — data inaccuracies and latency, limited traceability, poor communication, increased costs, and wasted time all accompany this approach.
When a manufacturer implements a manual system to manage a quality process, it is at best a reactionary process and stop-gap measure, put in place to try and capture quality information in case an adverse event / non-conformance occurs and needs to be investigated. Anyone who has conducted a root cause analysis (RCA) knows the difficulty of trying to do so while going through multiple three-ring binders of quality documents. And, when any quality changes or updates are made, every one of those three-ring binders and paper-based procedures need to be updated, a process rife with delays and the need for manual intervention. These factors limit one of the most important processes within manufacturing: continuous improvement. Manufacturers turned to these manual systems for reasons such as perceived capital savings, flexibility in process changes, and knowledge of existing solutions. However, as a manufacturer grows and innovates, these systems cannot scale with the business.
Because of this, the first step every manufacturer should take if they truly want to improve is to get control over their data and processes by digitizing quality. This will drive a proactive process designed to capture and contain quality concerns before they become large-scale issues. Effective decisions are always based on data analysis and information, not speculation or conjecture - this is no different for quality related decisions. Automated data collection is the basis for creating the real-time enterprise and is usually a telltale sign of a successful manufacturer versus a poorer performing one.
This collection of historic and current quality data can have many uses; manufacturers can utilize dashboards to monitor data in real time, allowing action to be taken if set thresholds are exceeded. This value can be further increased by conducting statistical analysis — turning collected quality data into actionable insight. Analyses like statistical process control (SPC) or failure mode and effects analysis (FMEA) can be undertaken on historical and live data to improve the reliability and control of manufacturing processes.
The main point is that digitalization has long been the backbone of operational effectiveness for manufacturers. IDC's Digital Manufacturing Study of 680 publicly traded manufacturers shows the clear advantage that occurs over time for organizations that embrace these modernization efforts (Figure 1).
Figure 1: Digital Initiatives Diminish Impact of Disruption
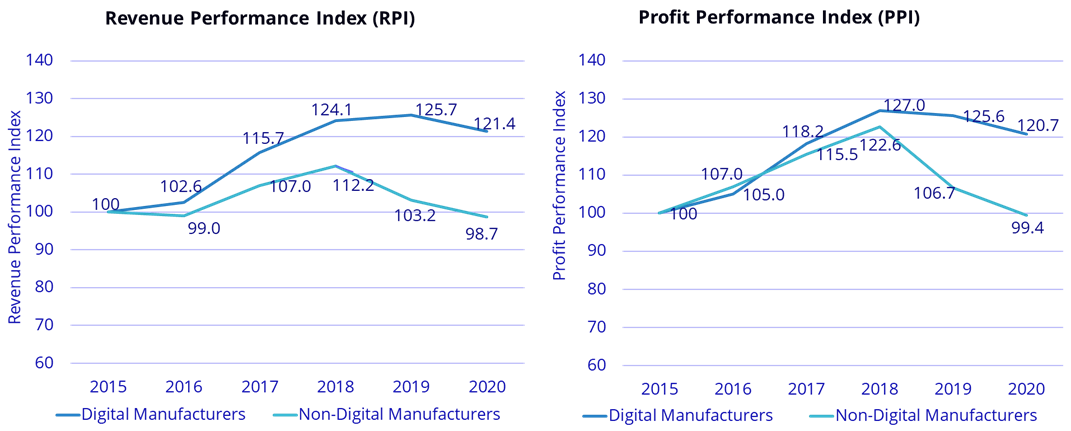
Source: IDC Digital Manufacturing Study, February 2021
Over the study's 6-year period, digital manufacturers benefited from a 26% increase in their revenue performance index (RPI) and 27% increase in their profit performance index (PPI). During this same time, non-digital manufacturers experienced decreases of 9% (RPI) and 2% (PPI) respectively. However, the biggest takeaway from the study is how the gap between the two groups increases over time. There are many companies that have already acted, using digital technology to make better decisions, and they are reaping the benefits. Due to COVID-19, this gap has only increased. Manufacturers with digital investments already in place have been able to adapt much faster than those without. The question non-digital manufacturers need to ask themselves is how much longer can your business wait?
The speed and complexity of manufacturing operations is increasing faster than ever before. Relying on manual processes to manage quality can no longer be accepted among manufacturers today. The ability to automate through a digital quality system is invaluable as the market and compliance requirements continue to evolve. Successful manufacturers have realized this fact and, as a result, are reaping the benefits.
Next week, we will look at extending beyond the '4 walls' into supplier quality management.
About the Author
Reid Paquin Research Director (ITP&S), IDC Manufacturing Insights
Reid Paquin is Research Director for IDC Manufacturing Insights responsible for the IT Priorities & Strategies (ITP&S) practice. Mr. Paquin’s core research coverage includes IT investments made across the manufacturing industry and manufacturers' progress with digital transformation. Based on his background covering the manufacturing space, Mr. Paquin’s research also includes an emphasis on the technology enablers that help manufacturing executives make better-informed operational decisions.
Previously, Reid was Industry Solutions Director at GE Digital, analyzing manufacturing trends and the needs of the industry. Prior to GE Digital, Mr. Paquin was Research Analyst at the Aberdeen Group covering the Manufacturing & Product Development space. Before joining the Aberdeen Group, Mr. Paquin worked for Polartec as an Industrial Engineer focused on process improvements and data analysis.
Reid has a graduate certificate in Industrial Statistics from the University of New Hampshire and a B.S. in Mathematics from the University of New Hampshire. He is a frequent speaker, presenter, and moderator at industry conferences, and he provides analysis for multiple industry publications.
